










DIY一台工业级牙科光固化3D打印机(图纸开源)
前段时间看到吧里一篇关于光固化的帖子–《揭开光固化3D打印的神秘面纱》,受到不少吧友关注,我和小伙伴们都比较激动,我们非常欣赏楼主”你好庄小美”乐于分享的态度,同该楼主一样,我们也在3D打印这个行业里面摸爬滚打了好几年,看到自己所从事的领域慢慢受到关注,我们也希望能站出来,分享我们的一些行业经验,也吐槽一下碰到的坑,让更多人了解光固化相关的东西。
废话少说,先上目录:

万事开头难,今晚打算正式进入正文第一帖。大纲如下:
1.搭建铝型材架:
铝型材是一种非常实用的结构搭建标准件,做工精度高,易于安装,外观也不丑。无论是几十万的工业级设备,还是几十块钱的桌椅均有应用。在我们这款套件中也应用了铝型材。我们的套件要是能规范安装,完全可以达到准工业级设备级别,所以我们也是旨在为国内想进入DLP-3D打印机行业的厂商提供一定的技术参考。在下面的组装教程中我们会把我们入过的坑全盘分享出来(非常基础的尝识我们就不再赘述),以供参考。
工具:4mm内六角扳手一只
5mm内六角扳手一只
配件准备:
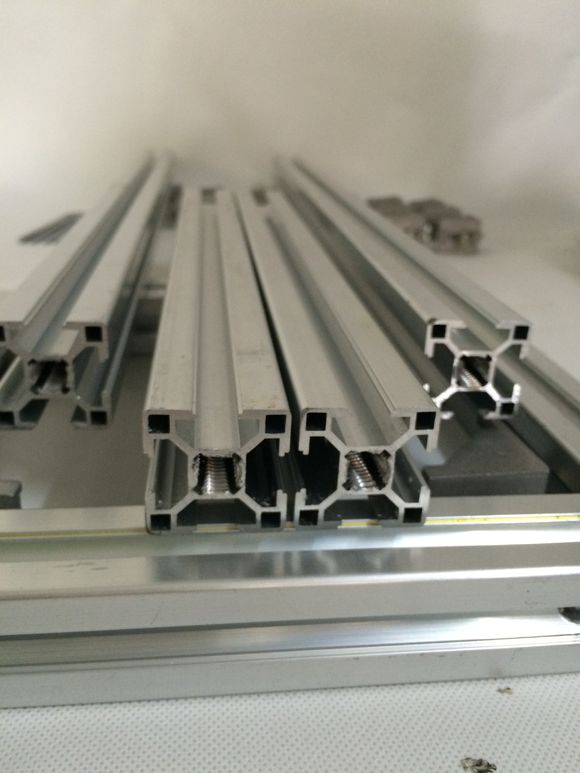
铝型材
1.590mm的3030欧标铝型材2条(我做的时候两端攻了M10的牙,如果你后期需要加外壳,攻牙还是有必要的。否则请忽略)
2.310mm的3030欧标铝型材2条(我做的时候两端攻了M10的牙,如果你后期需要加外壳,攻牙还是有必要的。否则请忽略)
3.200mm的3030欧标铝型材2条
4.180mm的3030欧标铝型材5条
5.170mm的3030欧标铝型材2条(留有口哨连接器安装孔)
螺丝螺母:
1.M6X12半圆头内六角40个
2.M6配3030的T型螺母或者方形螺母40个
3.配合欧标3030的连接角码20个
4.口哨连接器2套

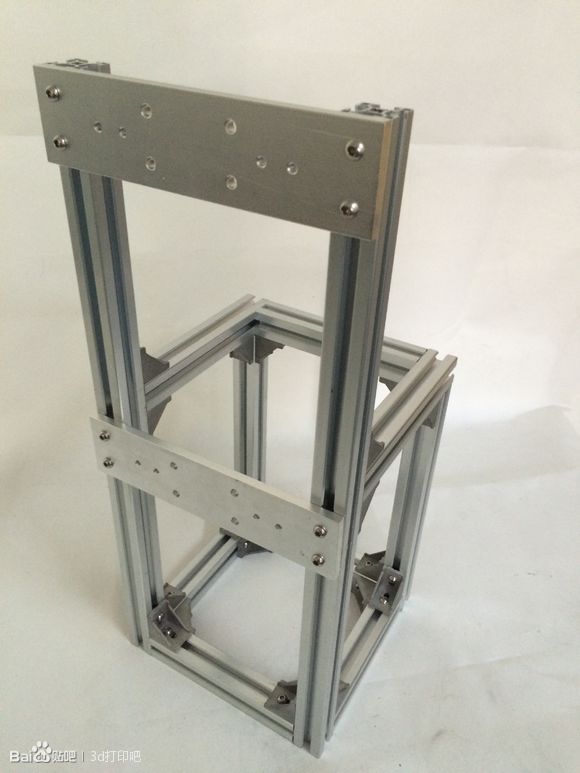
搭建开始:
先上图,可能会有坑的地方我们特别提醒

前后为180mm铝型材
左右为170mm铝型材
四个角为已放置螺丝螺母的角码

上面两条长的是590mm的铝型材
上面两条短的是300mm的铝型材
590mm的铝型材垂直安装在后方
300mm的铝型材垂直安装在前方
注意:590mm的和310mm的两种,有一端攻有M10螺纹,以备后期安装外壳使用,如不需要外壳,直接忽略

接下来安装另外三条,分别是200mm的铝型材2条,170mm的1条(注意:这一条要用带有口哨孔的那条)
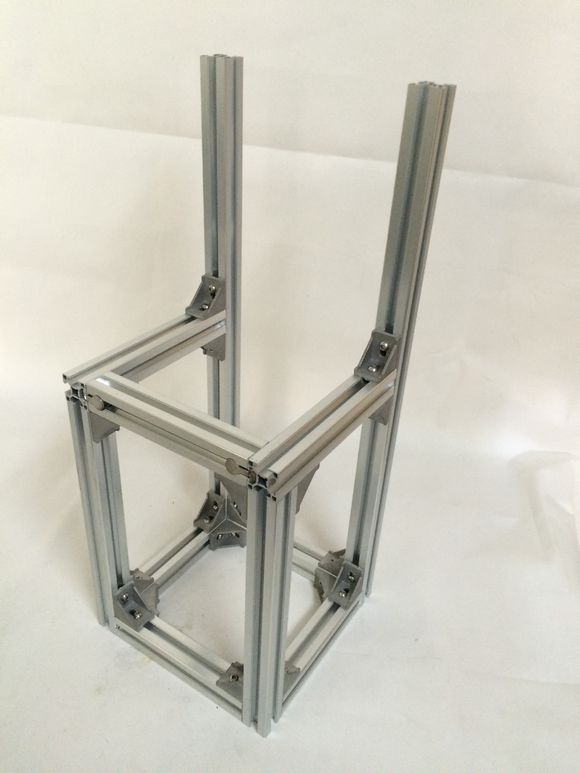
Ok,机架到此算是大功告成!
注意:安装的经验在此类安装中比较重要,拧螺丝比较多的,有设备校准经验的朋友安装的机架精度就会比较高。

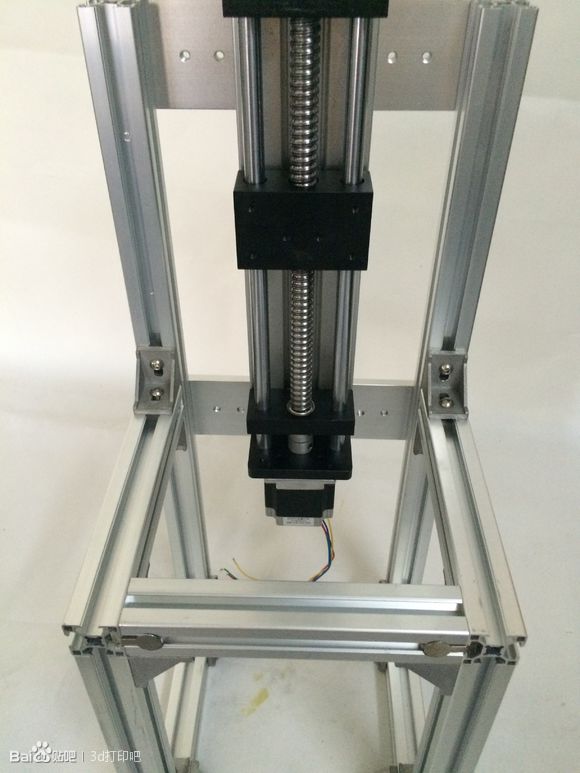
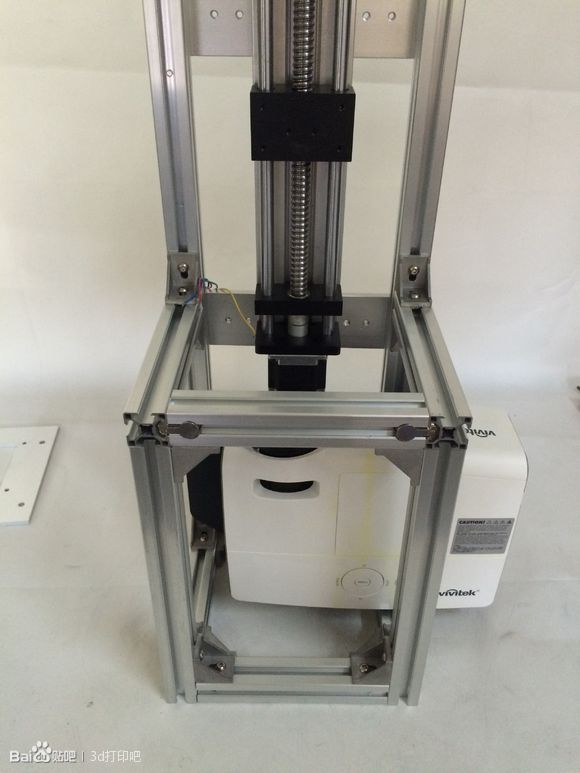
这是Z轴运动用到的所以零件,螺丝用的是M6*15的,模组是直接某宝上买的57步进电机1605丝杆,150行程的直线模组,由于咱定位是要达到工业级的,所以机加件铝板都是直接用到8MM6061板。
首先,接着之前搭好的铝型材架子,把模组连接板固定到铝型材架子上,注意两块连接板之间距离要大于200MM,位置后面有用。

把150行程的模组装到模组连接板上(没错!这模组是200长的,是我重其他地方扒下来的。)
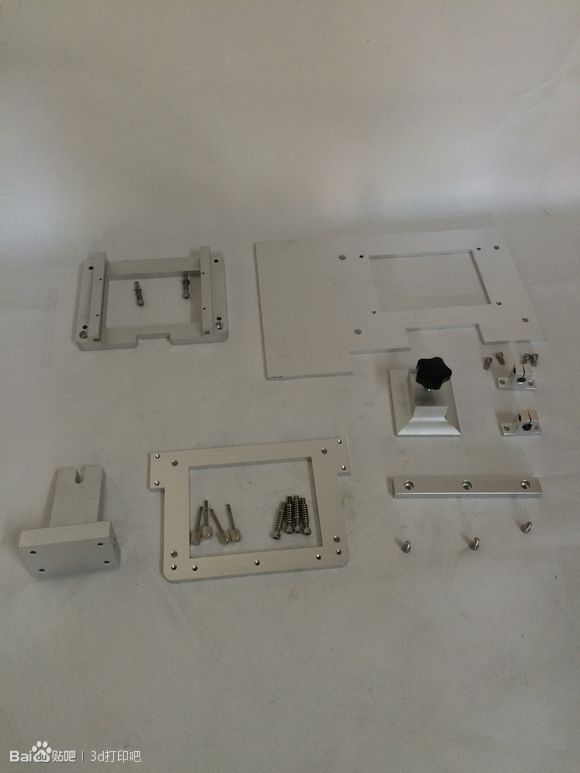
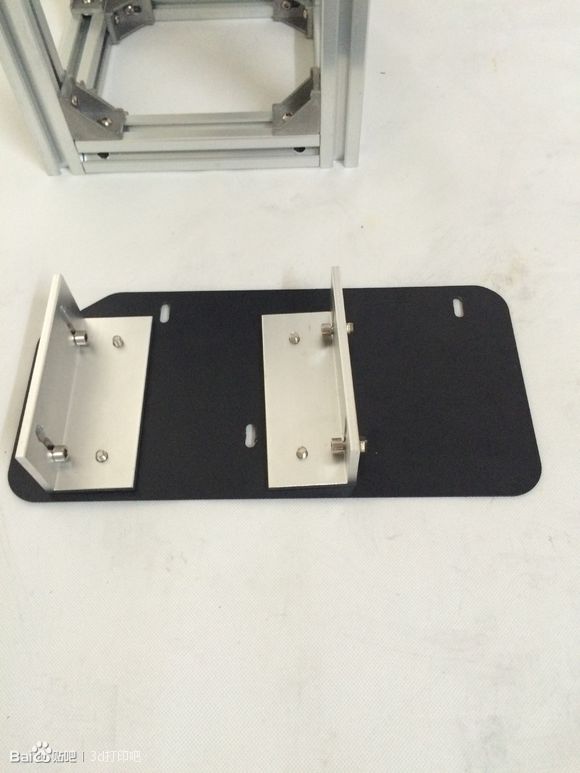
这是工作台上的所有零配件! 都是6061机架件。为了追求照片效果,我都拉去喷砂氧化(这是原色喷砂,下次搞台玫瑰金的,连铝型材都一起回次炉,想想都激动)。
相信吧友们应该看出来了,这是带调平,活动助脱膜的机构。(细节上画图的时候也修改了很多次,例如成型台背面都加了圆弧斜面,打印时不会卡树脂在背面上。)
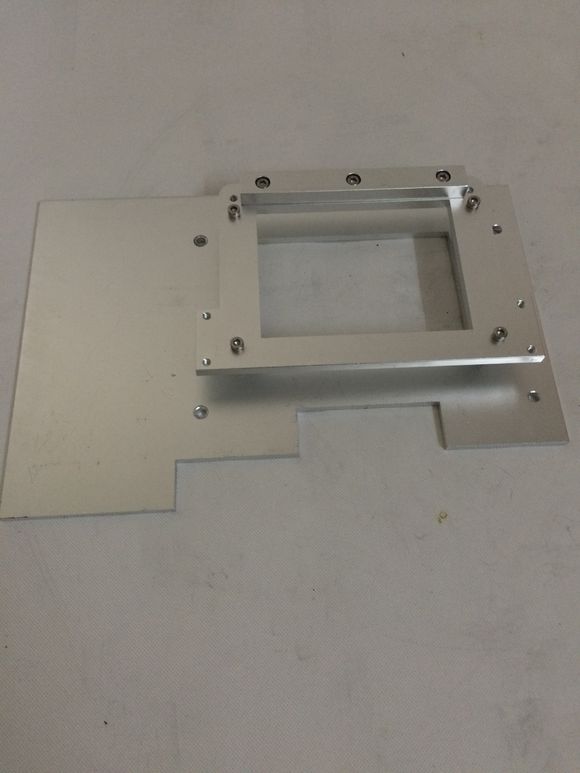
这是调平板。



这个用的是轴承底座,使料盘摆角度,帮助脱膜!

就是这样
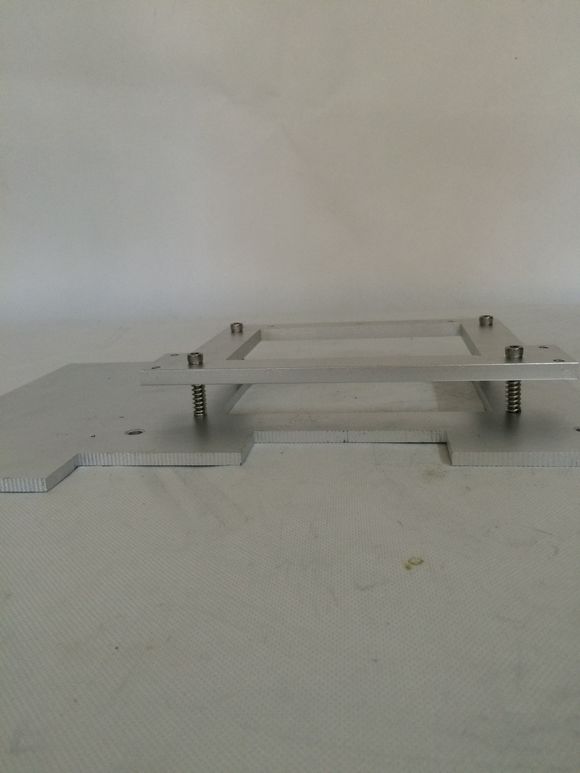
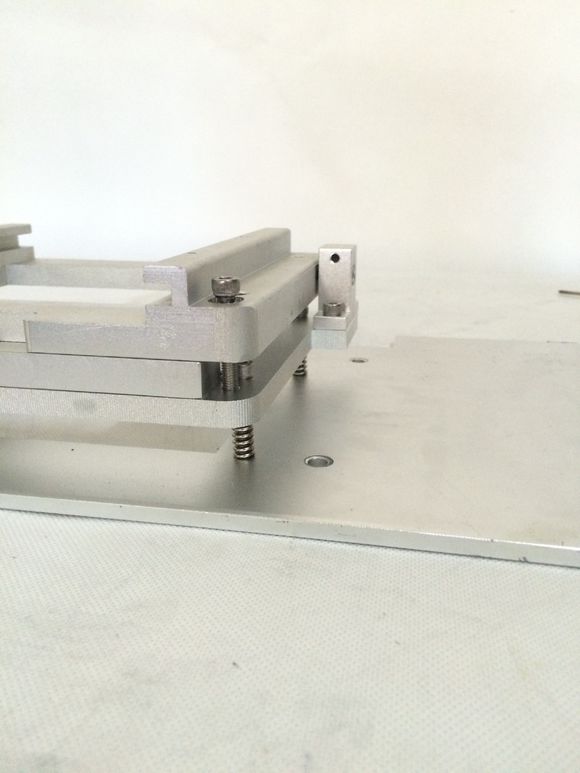
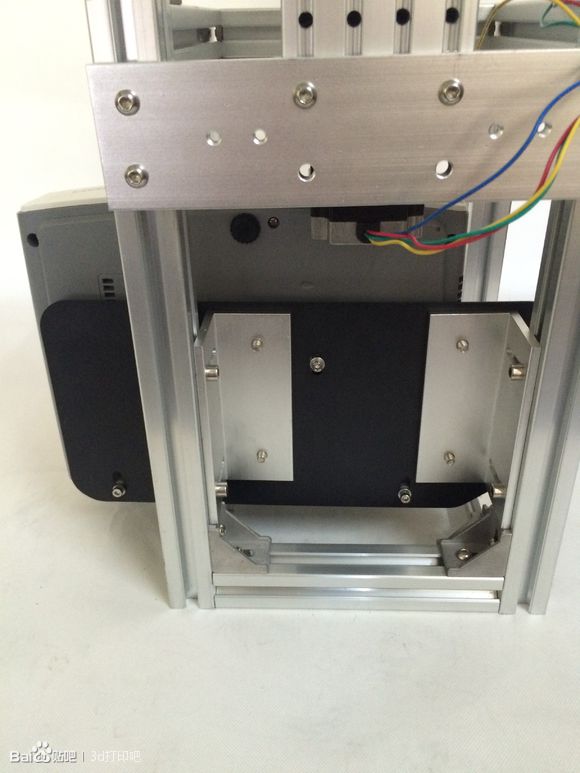
由于时间比较少, 部分地方傻瓜式安装的就不和前面那样做详细说明了
上面螺丝有弹簧! 有一个下压的力!

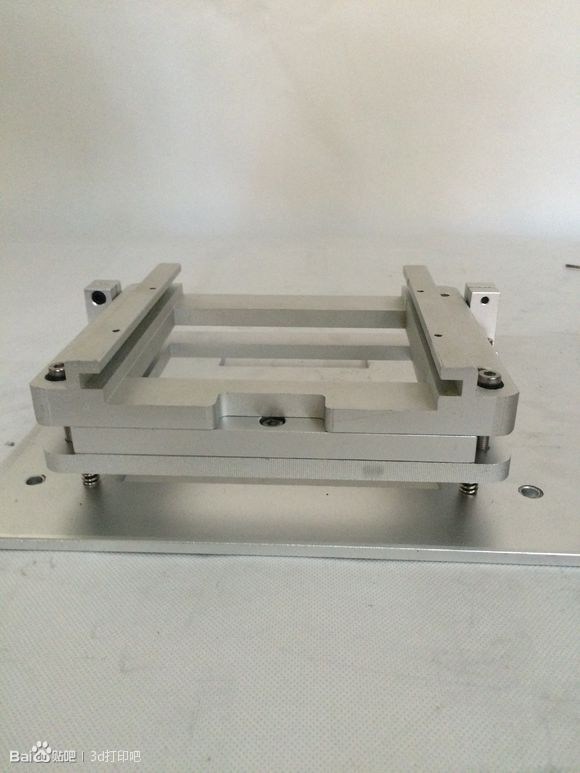
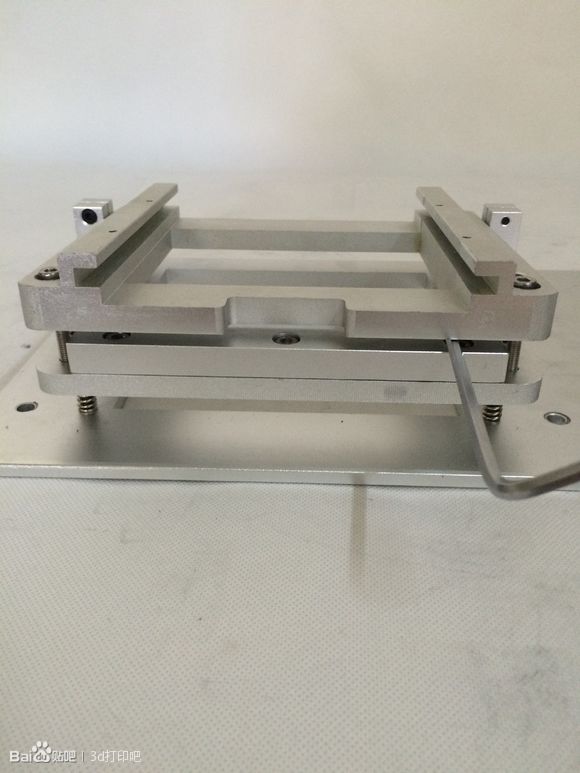
这是工作台昨晚装的全部图片了!
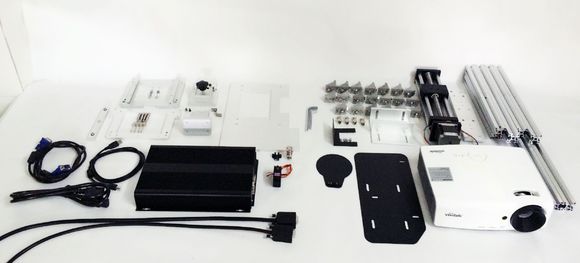
今天搞一下投影仪吧
先看一下用材

图片上螺丝配少了
投影仪一台机加工三角连接件2个
钣金一块
M6x15螺丝8个
M5x8螺丝3个
开始安装:
连接三角件和钣金,注意螺丝带上即可,不要拧紧


然后按照下图放置调整好位置

调整好之后可以暂时固定螺丝。专业人士估计已经有所留意了,这八个螺丝的连接孔都是槽型孔,这些孔是有特殊用处的。主要是用于前后左右调节投影仪位置,要使投影仪打出来的光正好在成形台正下方,记住,成形台一定要大于投到料槽底板的图形截面(软件里专门做的有一个矫正图形,超级实用)
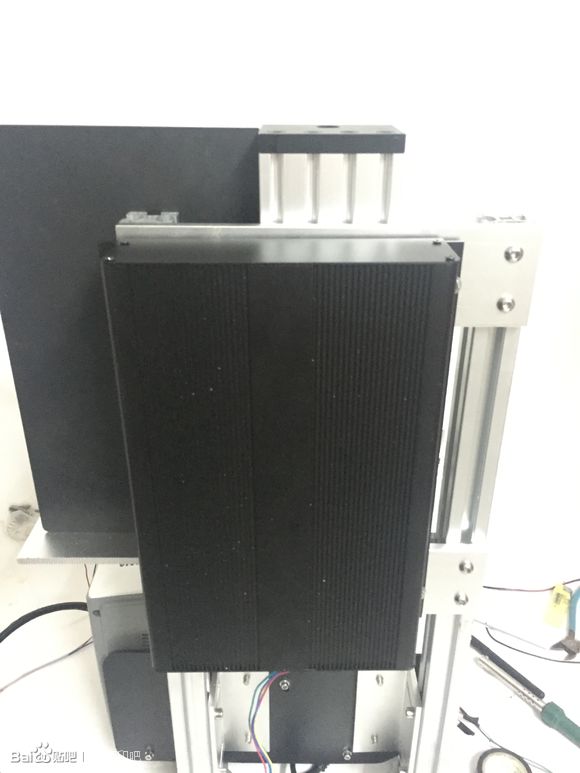
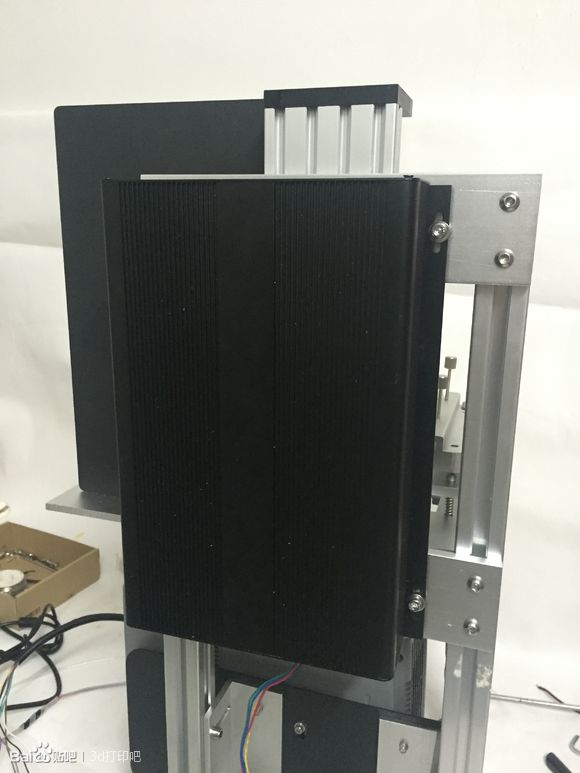
接下来安装投影仪
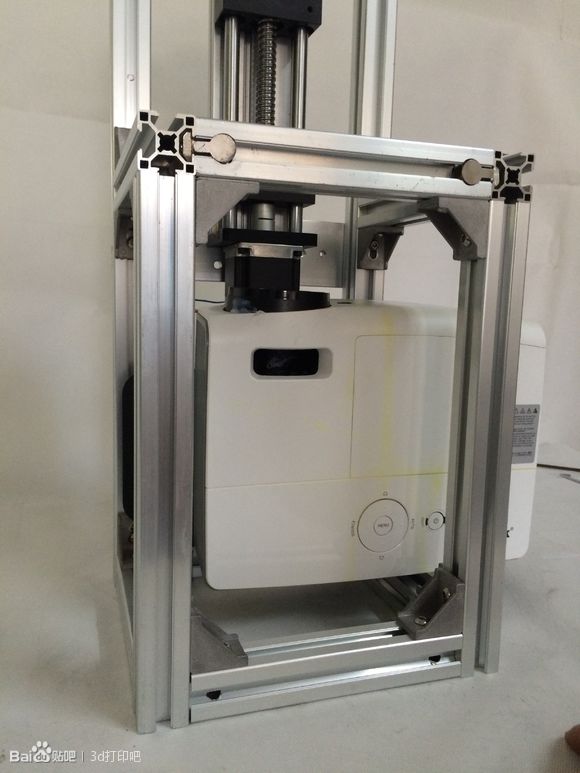
投影仪安装完毕。
电子电路部分是个细活,一定要认真研究
先上几张图



图片缺了一个,是霍尔开关是很常用的
接下来看一下干货

安装舵机和投影仪挡板
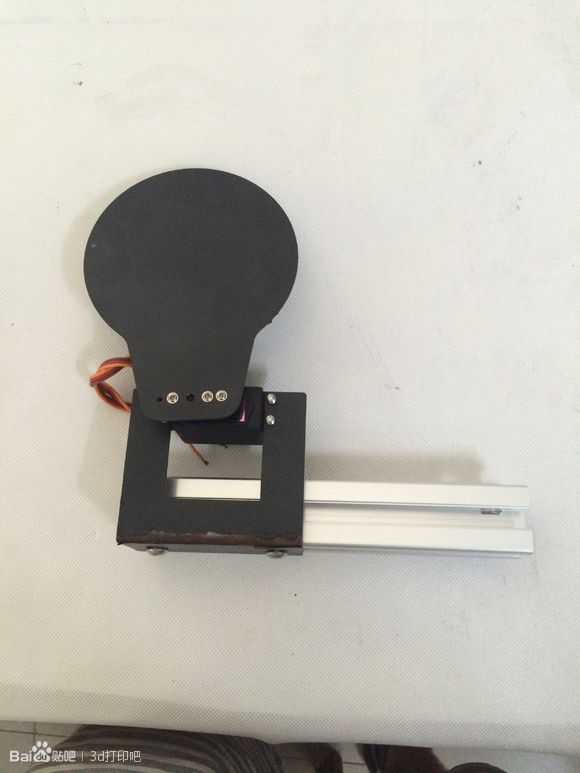
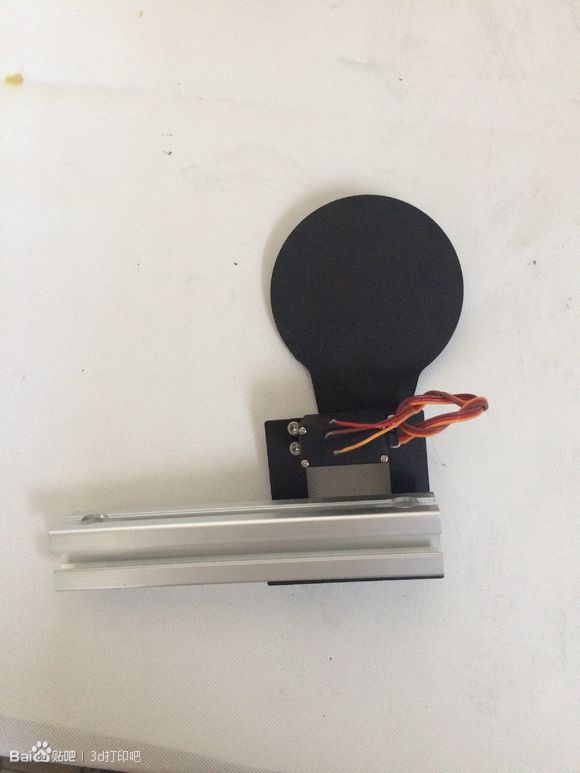
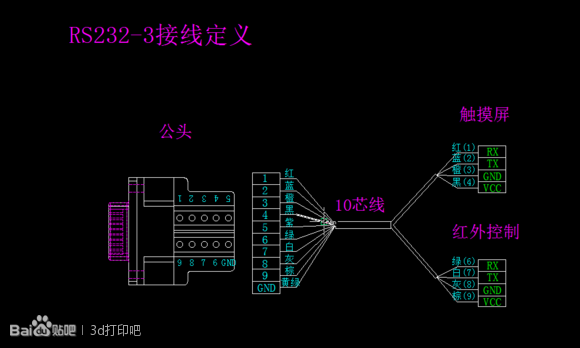
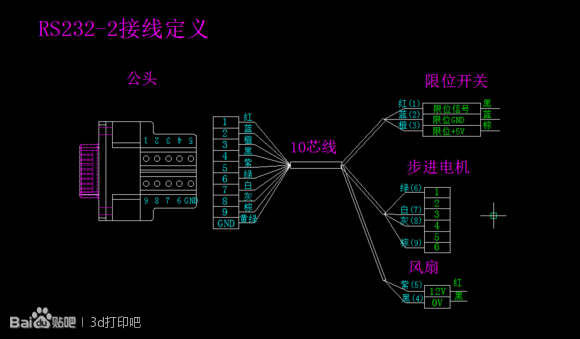
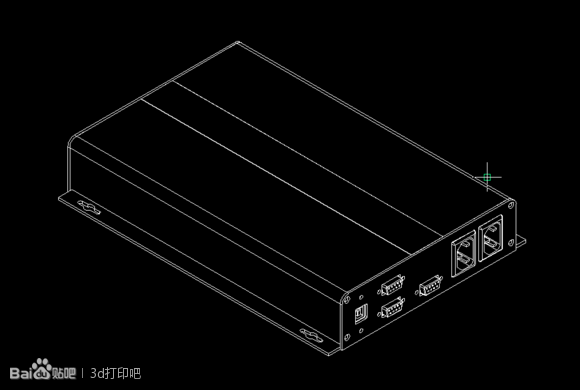
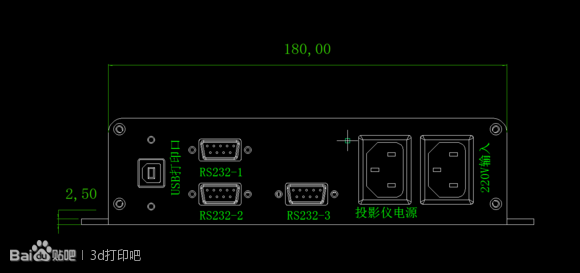
上面图片上有一个黑盒子,这个黑盒子我们花了很大心血,我们的接线图纸和软件都是和这个黑盒子完全吻合的。有了盒子和配套软件,可以适用于任何机械结构的DLP。
接线非常方便

由于电子部分的接线还没有好,晚上我们先来分享下软件相关的知识。软件部分,我准备分几个部分来解说:
1.光固化软件核心关键词的解释
a)分辨率,XY精度
b)Z轴精度
c)支撑添加
d)曝光时间
2.谈谈B9Creator,CreationWorkShop,Skic3R,Cura,Marlin
3.我们软件的注重点
4.软件核心的使用及原理讲解
我们以DLP的光固化为例,来讲下分辨率和XY精度。
首先,我们要知道,我们常说的投影仪分辨率是什么意思,比如1920×1080,表示的是横向方向,最多可以有1920个像素来表示,纵向方向上可以有1080个像素来表示。有了这个概念之后,我们知道,把这1920×1080个像素,布满到不同面积上的区域里面,会出现什么情况?对,就是单位面积里面,包含像素点的数量变化了。其实就是像素的密度。
对于DLP而言,像素的密度越高,打印出来的模型也就越细腻。这也就是光固化里面常常将的XY方向的精度。基于DLP原理的光固化,打印面积越大,那么像素密度越小,打印的模型越不细腻(即便是不细腻,相比FDM来讲,也是很细腻的,1080p的的投影仪打印192mmx108mm大小,那么每个像素之间的距离只有0.1mm)。具体到DLP的光固化打印机,要改变XY的精度,只需要改变投影仪的镜头到树脂槽之间的距离即可。.
然后是Z轴精度。熟悉3D打印机的都清楚,Z轴的精度可以影响成型模型的表面光滑度。光固化里面,每一层的层厚一般设置在50um以下,这样就可以解释为什么大部分光固化设备打印出来的模型都非常光滑。
曝光时间。曝光时间可以细化出很多的阶段。这个B9做的细化程度比CW不知高多少倍。曝光时间的长短取决于材料,层厚设置,以及投影仪的光强。综合这些考虑来设置的。在后面,我会讲到B9的曝光策略和CW的曝光策略的区别,并分析他们的优劣。
B9和CW的简要对比,简单介绍赤兔团队的ChiTu DLP Slicer脱机切片软件
B9是12年在众筹上非常成功的一款产品。一直以来,楼主最佩服的就是B9的开发团队。由于他们的软件从一开始的定位就是实际的工业应用,使得他们开发出的很多功能都非常实用,并且打印的模型是真正能够应用到工艺生产中的。即使到现在,你也可以看到,B9的官方论坛是世界上光固化3D打印机圈子中,最有活力的地方之一。另一个软件是CW,他是诞生于一个论坛。相比B9,他的很多功能都做的比较槽,但非常适合新手做DIY。他简单易用,通过配置,可以兼容各种各样的光固化打印机。所以,国外很多的光固化打印机都采用的CW来作为他们的主控软件。
我们在初期定方案,就直接否定了做CW。在深入的对B9和CW的代码进行研究之后,更庆幸当初的选择。就拿最简单的一个功能点来对比这两个软件的区别:曝光策略。
首先讲下CW的曝光策略。他的策略是没有策略,就是,一层你定义了曝光多久,他就曝光多久。
再看看B9。B9将一层的曝光,分为了两部分,一部分是整体的图形轮廓曝光,另一部分是针对图形的边缘,做补偿曝光。由于在DLP的光强,是成正太分布的,所以,光越集中的地方,能量越高,这就会导致,一张图,边缘的地方,亮度是低于中间位置的,所以,需要单独对边缘进行光照补偿。
除此之外,B9还针对投影仪的额使用寿命,来动态的分配曝光时间。另外,B9对每张图都默认使用了抗锯齿,相比CW将它拎出来说事,这个6的不止一点点。
国内做光固化切片屈指可数,主要是市场不大,专业性也强,研发成本高。国内主要是赤兔团队的ChiTu DLP Slicer,搭配赤兔D系列主板,实现带触摸屏的脱机光固化打印。鉴于赤兔的主板研发实力和业界良好的口碑,配套切片应该说还是可以的,不过也在不断完善中,感兴趣的可以去他们官网下载。
后续内容请关注百度贴吧原文:http://tieba.baidu.com/p/4620013551?see_lz=1&pn=1
或加QQ群:534136749
(文章转载自百度贴吧,有3D小蚂蚁工作室编辑,请尊重作者劳动成果,转载请注明出处)





